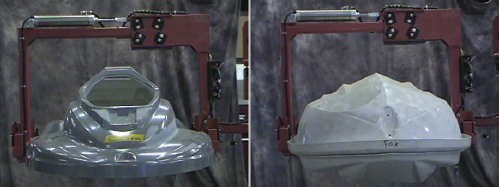
The same end-effector must pick up both the hull and deck, distinctly different weights and sizes of parts. A vacuum end-effector will not work, because of the lack of consistent surfaces between the variety of parts and proven marring by vacuum cups. The products are quite large, limiting the operators ability to easily see the backside of the part when actuating grip.