Already have an idea which application you want? Fill out a RFQ to get in touch
- Home
- Products
Positech machines are designed and built from the ground-up dependent on your specifications and requirements.
Our Conco line of products feature standard products with quick leadtimes that will get your operation up and running as quickly and efficiently as possible.
Does your application require something outside of your regular industrial manipulator? We'll work with you to custom design application solutions that will be exactly what you need.
Beyond our base machines, Positech can also custom design end-effector tooling that will meet your part and operator needs. Tooling can include specialized pneumatic, electric, and hydraulic circuitry.
- Solutions
- About
- Support
- Careers
- Contact Us



- Industry: Metal Fabrication, Tire
- Challenge: Castings
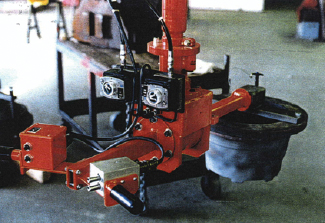
The part weights and the reach into the press made handling difficult. The customer used special fixtures and a forklift truck to do the transfer. Rotation was accomplished by setting the mold down and rotating it by hand, before picking it up again with the forklift. The transfer back to the press was very time consuming and much of the pre-heating was lost. This resulted in numerous castings being lost while the mold was reheating again during the process.
- Industry: Metal Production
- Challenge: Castings
Grip point is at the middle of the length, across the width of the bra. Pattern width extends over the grip point 5″ on the current product, 10.5″ on the future product. At grip point pattern, clearance is reduced to2 “. Bras (supported plates) must be picked up off a table with a 1” stand-off clearance. Wax pattern out of mold machine is unstable and requires gentle placement on cart.
- Industry: Electronics, Metal Production
- Challenge: Castings
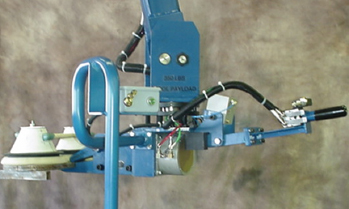
Different diameter and height of plaster molds. Molds are manually handled, rotated, and transferred. End user would like to easily handle the molds in a safe manner that protects both the operator and product handled.

- Industry: Metal Production
- Challenge: Castings
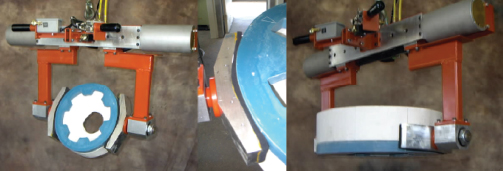
Molds to be handled are irregularly shaped with different sized multiple “legs” extending out and down from the mold pour cup. Gripping at the center of gravity of each mold is not possible, so manual rotation difficult. Molds are solid but brittle. Large work area to be covered by a manipulator.
- Industry: Metal Production
- Challenge: Castings
Ingots are 24″ long. The zinc ingot is 9″ wide and the copper ingot is 3″ wide. They are gripped in random order and heated to 700°F. The furnace hood is 92″ from the floor. The top of the furnace is 48″ from the floor. The ingot must be placed into a pot that is 32″ and under the hood. Extended reach-in is required to place the ingot around all sides of the pot.