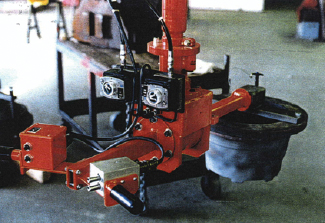
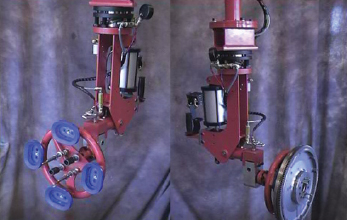
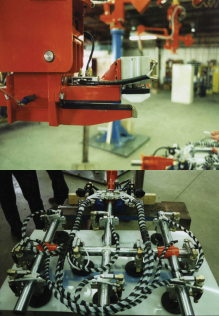
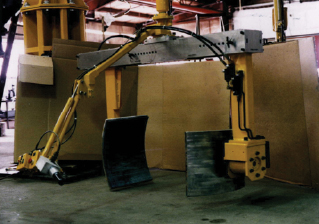
Multiple parts to be handled. The dunnage and bell housing create clearance restrictions above, below, and around the part. This leaves the face of the flywheel as the only exposed surface for gripping. The gripper cannot interfere with power tool access for driving in the attachment bolts. The entire process must be completed within a 54 second cycle time.