Already have an idea which application you want? Fill out a RFQ to get in touch
- Home
- Products
Positech machines are designed and built from the ground-up dependent on your specifications and requirements.
Our Conco line of products feature standard products with quick leadtimes that will get your operation up and running as quickly and efficiently as possible.
Does your application require something outside of your regular industrial manipulator? We'll work with you to custom design application solutions that will be exactly what you need.
Beyond our base machines, Positech can also custom design end-effector tooling that will meet your part and operator needs. Tooling can include specialized pneumatic, electric, and hydraulic circuitry.
- Solutions
- About
- Support
- Careers
- Contact Us



- Industry: Metal Fabrication, Tire
- Challenge: Castings
The part weights and the reach into the press made handling difficult. The customer used special fixtures and a forklift truck to do the transfer. Rotation was accomplished by setting the mold down and rotating it by hand, before picking it up again with the forklift. The transfer back to the press was very time consuming and much of the pre-heating was lost. This resulted in numerous castings being lost while the mold was reheating again during the process.
- Industry: Metal Fabrication, Tire
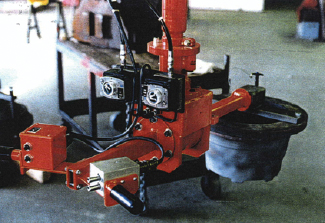
- Challenge: Engine Handling
Multiple parts to be handled. The dunnage and bell housing create clearance restrictions above, below, and around the part. This leaves the face of the flywheel as the only exposed surface for gripping. The gripper cannot interfere with power tool access for driving in the attachment bolts. The entire process must be completed within a 54 second cycle time.

- Industry: Automotive, Tire
- Challenge: Tire and Wheel Handling
Increase in injuries during the tire stitching process.

- Industry: Agriculture, Construction, Military and Defense, Tire
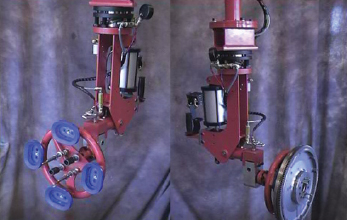
- Challenge: Tire and Wheel Handling
The tire assembly needs to be oriented so that the hub centerline is parallel to the centerline of the axle. there is a close fit between the hub ID and axle OD. The tire assembly must be rotated to align the hub key with the axle keyway. Thus, the tire assembly is lifted, pitched, swiveled, and rotated during installation onto the axle. An overhead hoist with a sling or C-frame lifting device was used for lifting; however, this method lacked control and safety.