


Engineering Consultation
With nearly 40 years of experience, we can meet with your project team on-site at your facility (engineering, quality control, safety, production, and operators) to clearly define the application and the expected productive output of the project.
Installation Services
Positech can supply supervised installation (turnkey or partnership) with local contracted installation personnel or your internal maintenance personnel to assure a safe, efficient installation.
Integration Services
Positech can source and supply entire work cell solutions that may include lift assists, lift tables, conveyors, overhead rails, carts, fixtures, and other ergonomic solutions for a total project solution.
Operator and Maintenance Personnel Training
After a new piece of equipment or process is installed in your facility, it is very important that the operators, production people and maintenance personnel are trained to operate and maintain this installation safely and efficiently.
Planning & Layout Design
Positech can supply 2D and/or 3D layouts and profiles of the existing area and the product flow and production enhancement of the completed project.
Long-Term Service Support
Positech has 24-hour phone support, preventative maintenance services and spare parts support for the life of the equipment.
Case Studies

- Industry: Appliances, HVAC, Metal Fabrication
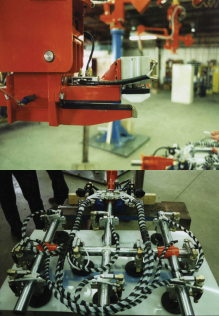
- Challenge: Sheet Lifting
There were a wide variety of panel sizes, weights and configurations. Panel variations include flat sheets that could only be p-icked up with a vacuum end-effector and panels with large round holes that could only be picked up with a gripper end-effector.
- Industry: Aerospace, Construction, HVAC, Metal Fabrication
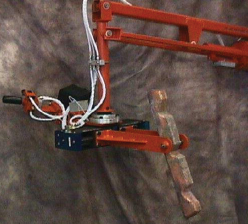
- Challenge: Sheet Lifting
Handling various sizes of materials including tubing, channel, steel plates and formed sheet metal with only one manipulator.
- Industry: Metal Fabrication, Tire
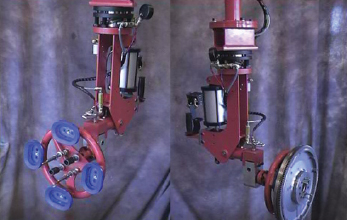
- Challenge: Engine Handling
Multiple parts to be handled. The dunnage and bell housing create clearance restrictions above, below, and around the part. This leaves the face of the flywheel as the only exposed surface for gripping. The gripper cannot interfere with power tool access for driving in the attachment bolts. The entire process must be completed within a 54 second cycle time.

Lifting and inserting the counterweight, which may weigh up to 65 lbs., creates several ergonomic issues. There is a 10′ dropped ceiling above the counterweight staging area. The opening in the cabinet is only 1″ larger than the counterweight, which requires the pitched up counterweight be perfectly aligned for insertion. The cabinet is traversing the work cell moving by on a powered conveyor.
- Industry: Metal Production
- Challenge: Castings
Ingots are 24″ long. The zinc ingot is 9″ wide and the copper ingot is 3″ wide. They are gripped in random order and heated to 700°F. The furnace hood is 92″ from the floor. The top of the furnace is 48″ from the floor. The ingot must be placed into a pot that is 32″ and under the hood. Extended reach-in is required to place the ingot around all sides of the pot.

- Industry: Agriculture, Construction
- Challenge: Engine Handling
Cylinder liners are heavy and difficult to handle manually. Customer required three liners to be picked, emptied, and transferred simultaneously. End-effector needs to pick and place liners quickly and easily. Work place environment is dirty and has a wide variance in temperature.

- Industry: Metal Fabrication
- Challenge: Sheet Lifting
Steel sheet handling, sheet range in thickness from 22 ga to 1″ and weigh up to 700 lbs. Cut parts are cleared from the skeletons as follows: Light sheets are shaken like a blanket, medium sheets are manually hammered or impacted with an air chisel, and heavy sheets are lifted and shaken with a forklift with no way to secure the sheet on the forks. The sheets are awkward, heavy, and hard to handle due to their size, causing ergonomic issues and back and shoulder injuries. It takes multiple operators to distribute the work load and handle the large skeletons.
- Industry: Metal Fabrication, Tire
- Challenge: Castings
The part weights and the reach into the press made handling difficult. The customer used special fixtures and a forklift truck to do the transfer. Rotation was accomplished by setting the mold down and rotating it by hand, before picking it up again with the forklift. The transfer back to the press was very time consuming and much of the pre-heating was lost. This resulted in numerous castings being lost while the mold was reheating again during the process.